24小時(shí)咨詢(xún)熱線:13919184118
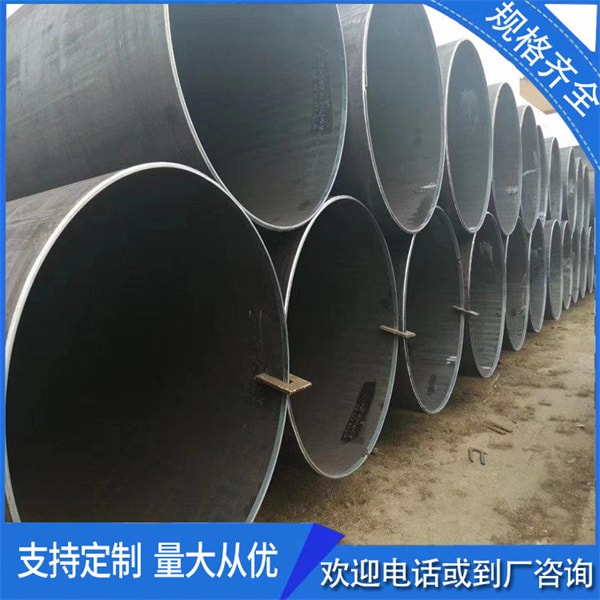
鋼護(hù)筒焊接工藝需要
1)、鋼護(hù)筒現(xiàn)場(chǎng)組裝時(shí)應(yīng)來(lái)用對(duì)接焊縫,不患上用搭接或者正面有覆板的焊接模式。鋼護(hù)銅焊接討論模式必需相符計(jì)劃需要及規(guī)
范規(guī)則。并到達(dá)與母材等強(qiáng)度的需要。
2)、鋼護(hù)筒對(duì)口拼裝要在夾具等幫助東西協(xié)助下停止,定位及格后應(yīng)停止定位點(diǎn)焊。點(diǎn)焊高度應(yīng)小于計(jì)劃焊縫高度2/3,點(diǎn)焊長(zhǎng)度取40~60妹妹,點(diǎn)焊工藝應(yīng)以及正式施焊溝通,施焊進(jìn)程中所用夾具等幫助東西,應(yīng)不故障鋼護(hù)筒自在伸縮。
3)、不管何種體例焊持續(xù)貫,在施焊進(jìn)程中要包管鋼護(hù)筒高低管節(jié)連貫順直,管節(jié)對(duì)口應(yīng)連結(jié)在統(tǒng)一軸線上
4)、每討論必需嚴(yán)酷根據(jù)需要焊接,保證討論品質(zhì),焊策應(yīng)按焊接工藝所規(guī)則的要領(lǐng)、順序、參數(shù)以及技能辦法停止,以縮小焊接走樣以及內(nèi)應(yīng)力,包管品質(zhì)。
5)、鋼護(hù)筒對(duì)接宜采納多層焊。每層焊縫焊完后,應(yīng)消滅熔渣并停止外不雅搜檢,如出缺點(diǎn)應(yīng)實(shí)時(shí)消滅,多層焊點(diǎn)討論應(yīng)錯(cuò)開(kāi)。
6)、為縮小走樣以及內(nèi)應(yīng)力,鋼護(hù)筒對(duì)口焊接時(shí)宜對(duì)稱(chēng)施焊。7)、拼裝焊接時(shí)應(yīng)采納防曬、防雨、防風(fēng)以及御寒等辦法。
8)、對(duì)接焊縫應(yīng)有的增強(qiáng)面,增強(qiáng)面高度以及粉飾寬度應(yīng)相符表2規(guī)則。
版權(quán)所有 ? 蘭州中魯商貿(mào)有限公司 備案號(hào):隴ICP備20003196號(hào)-1  甘公網(wǎng)安備 62010302000975號(hào)
網(wǎng)站管理
甘公網(wǎng)安備 62010302000975號(hào)
網(wǎng)站管理
 掃一掃咨詢(xún)微信客服
掃一掃咨詢(xún)微信客服服務(wù)熱線